Dimensionsparametrarna för en bandblandare fungerar som grundläggande ingångskriterier för val av utrustning och processlayout. Inom ingenjörspraxis omfattar termen "dimensioner" tre sammanhängande men distinkta aspekter: volymetrisk kapacitet (som bestämmer batchbearbetningskapaciteten), externa geometriska dimensioner (som bestämmer installationens fotavtryck och erforderligt utrymme) och dimensionerna för interna rörliga delar (som bestämmer blandningsområdet och jämnheten). Tillsammans bildar dessa tre aspekter en omfattande dimensionsprofil för bandblandaren.
Ⅰ. Volymspecifikationer: Nominella mått kontra faktisk kapacitet
Modellbeteckningarna för bandblandare baseras vanligtvis på bruttovolymen, vilket avser den geometriska volymen av det inre utrymmet i blandningskammarens U-formade ränna, mätt i liter (L) eller kubikmeter (m³). Vanliga specifikationer sträcker sig från 50-liters laboratoriemodeller till 30 000-liters industriella enheter.
Det är viktigt att strikt skilja detta från arbetsvolymen, som avser den volym som materialet upptar under faktisk drift. På grund av kravet på fritt utrymme upptill som blandningsprincipen för bandblandare ställer, rekommenderas en fyllningshastighet på 40 % till 70 % av bruttovolymen, med ett typiskt konstruktionsvärde på 60 %. Detta innebär att en maskin med en bruttovolym på 3 000 l har en faktisk batchbearbetningskapacitet på cirka 1 800 l material.
Denna begränsning härrör från skruvbandstrukturens dimensionella egenskaper: när de inre och yttre banden roterar måste de trycka materialet från båda ändar mot mitten eller från mitten mot båda ändar, samtidigt som de skapar radiell tumling. Om fyllningshastigheten är för hög kommer materialet högst upp att överskrida bandens effektiva område och inte kunna delta i den konvektiva rörelsen, vilket direkt påverkar blandningsjämnheten.
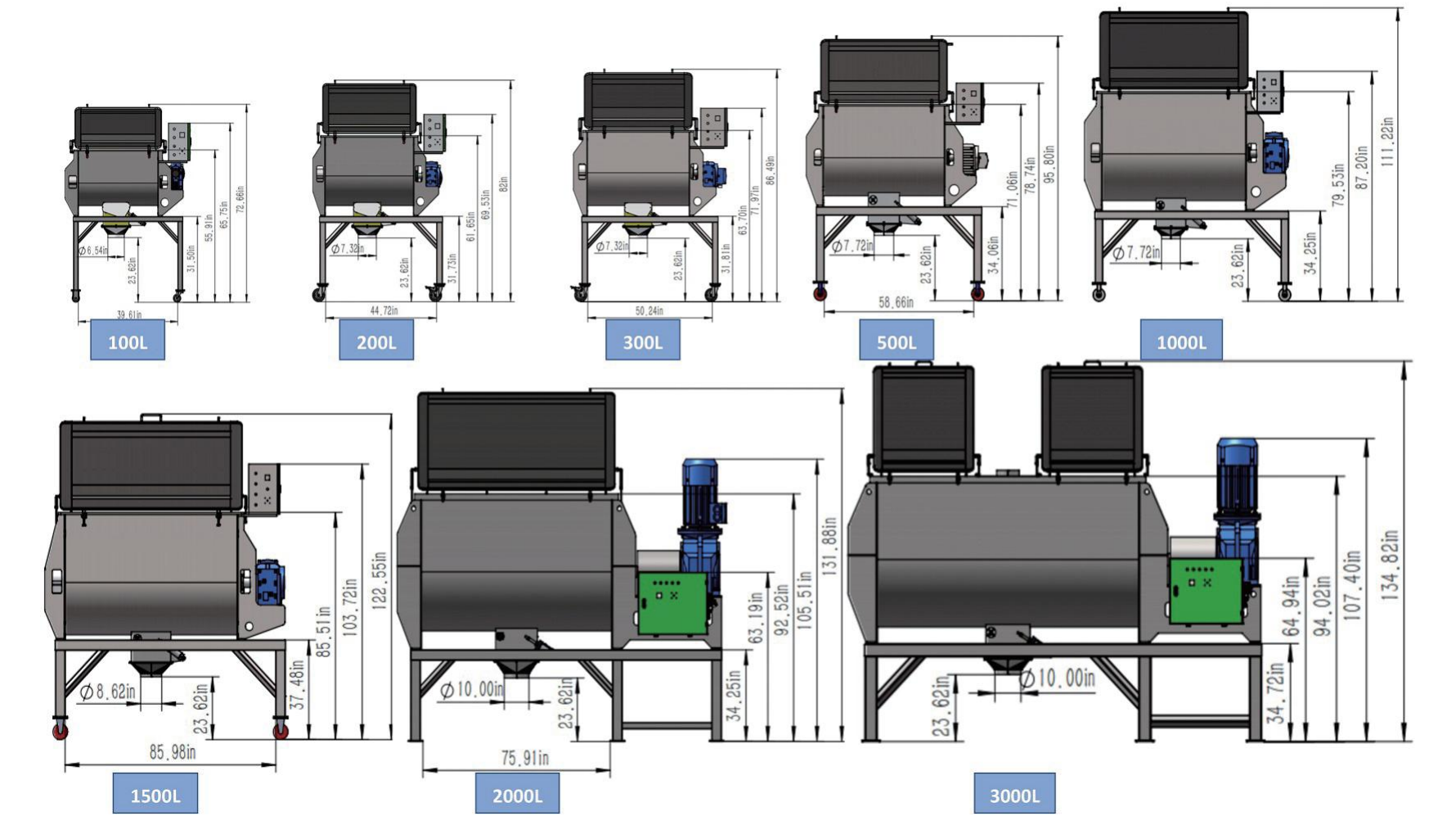
II.Yttermått: Längd, bredd, höjd och utrymmesbegränsningar
Bandblandaren har en horisontell design och dess yttermått bestäms av följande geometriska parametrar:
Längd (L): Bestäms av blandningskärlets längd och de axiella installationsmåtten för ändplattorna, lagerhusen och reducerväxeln.
Bredd (B): Bestäms av den U-formade rännans ytterbredden och motorns och reducerväxelns laterala utskjutningar.
Höjd (H): Bestäms av avståndet från botten av tråget till det övre locket, plus den strukturella höjden på den nedre utloppsventilen och det övre matningsinloppet.
Tredje.Mått på interna rörliga delar: Skruvbladsdiameter och stigning
Skruvbladens dimensionsparametrar bestämmer direkt blandningsåtgärdens omfattning:
Skruvbladets ytterdiameter: Bestämmer omfattningen av materialets radiella tumling. Ju större ytterdiameter, desto tjockare materiallager förflyttas vid en enda rotation. Vanligtvis är skruvbladets ytterdiameter något mindre än den inre bredden på det U-formade rännan, med ett avstånd mellan bladet och rännans kropp mellan 3 och 10 mm för att förhindra att materialet fastnar.
Stigning: Stigning på de inre och yttre skruvvingarna bestämmer det axiella avstånd som materialet trycks med varje rotation. I typiska konstruktioner är förhållandet mellan stigning och skruvvingdiameter 0,8–1,2. En mindre stigning genererar starkare skjuvkrafter, vilket gör den lämplig för material som är benägna att agglomerera; en större stigning ökar den axiella transporthastigheten, vilket gör den lämplig för material med god flytförmåga.
De inre och yttre skruvvingarna använder vanligtvis en dubbelskiktad, motroterande konfiguration: de yttre vingarna trycker materialet mot ena änden, medan de inre vingarna trycker i motsatt riktning, vilket uppnår konvektiv blandning i hela trumman. Dimensionsskillnaden mellan de två uppsättningarna vingar (den inre vingdiametern är vanligtvis 0,4 till 0,6 gånger den yttre vingens diameter) ger drivkraften för radiell materialrörelse.

Publiceringstid: 3 juni 2026